

 Les Ulis")


Actualités

[BNC] Prochaines réunions de commission de normalisation
13 mars 2026
Les prochaines réunions de commission de normalisation du BNC sont prévues pour avril/mai.
Lire la suite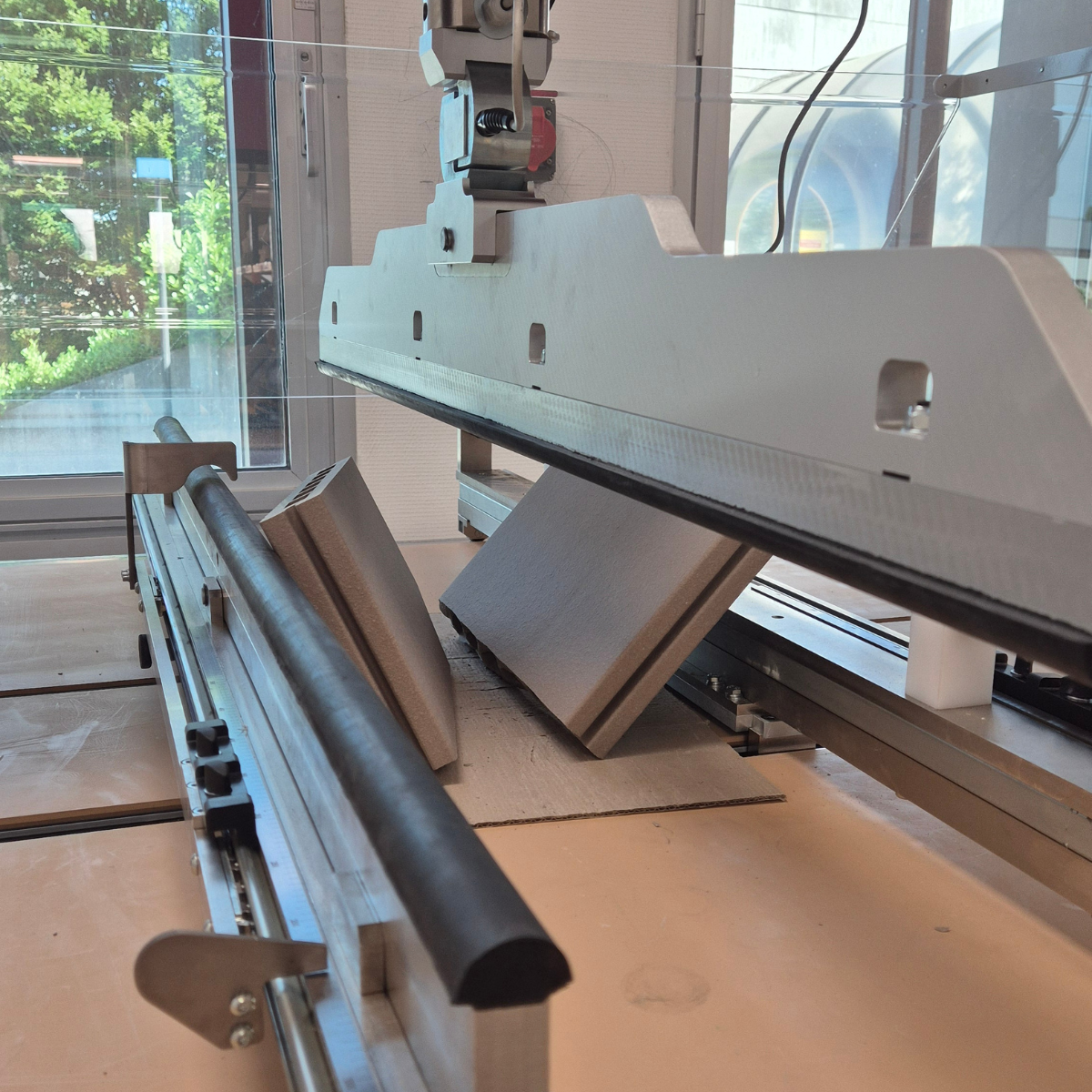
Extension de l’accréditation Cofrac Essais carreaux céramiques
06 janvier 2026
La SFC a obtenu le renouvellement de son accréditation Cofrac Essais pour les revêtements de sols et murs, ainsi qu’une extension d’accréditation pour les essais de flexion.
Lire la suiteUne expertise au service
d’une pluralité de secteurs d’activités

NOTRE ADN
Développeur de solutions pour l’Industrie Céramique depuis 1926, la SFC en est devenue son Centre Technique Industriel en 1948. Les briques de son ADN sont la Recherche, les Essais, l’Innovation et l’Expertise.
La SFC modernise aujourd’hui ses outils de communication pour mieux accompagner son développement vers les autres filières de l’Industrie et du Commerce.
Notre offre de services
La démarche qualité
La SFC dispose d’une accréditation Cofrac Essais sur un certain
nombre d’essais stratégiques dans les domaines des carreaux céramiques,
des produits sanitaires et des produits au contact des denrées alimentaires.
Nous garantissons la qualité ISO, l’impartialité et
le respect de la confidentialité des travaux que vous nous confiez.
Chiffres clés
Ils nous font confiance
Logos Home





